一种激光台阶HDI的PCB
时间: 2025-06-28 13:01:56 | 作者: 蒸汽洗车机
1.一种激光台阶HDI的PCB,其特征是,包括电路板主体,所述电路板主体由四层板组
成,在电路板主体上设有连通1‑2层的盲孔,设有连通2‑4层的非金属化台阶和金属化盲孔,
电路板主体采用和板材同类型的2张1080流胶PP片作为粘接层,为了能够更好的保证台阶边缘激光切
割齐整,选用玻纤较薄的1080PP,将对位靶标图形只设计在第二层,压合后使用XRAY设备将
该内层对位靶标钻出,然后1‑2层、2‑4层的激光钻孔都用第二层靶标为基准对位点,保证对
位精度,采用压合前使用贴高温胶保护台阶面,压合后使用激光切割一圈,然后揭盖的方法
2.根据权利要求1所述的一种激光台阶HDI的PCB,其特征是:所述盲孔的深度为
3.根据权利要求1所述的一种激光台阶HDI的PCB,其特征是:激光台阶HDI的PCB的具
二、图形转移:在板件上涂覆感光性材料,使用菲林曝光,通过弱碱性化学药水去除所
三、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,
五、贴高温胶:在台阶面贴一层高温胶,然后使用激光进行控深切割,将不需要保护的
六、层压:使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离型
七、XRAY钻靶孔:采用XRAY设备钻出内层的对位靶标,作为后面激光钻孔的定位孔;
八、铣边框:通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边整
九、激光钻孔:以前面的对位靶标孔为对位,作用激光设备钻孔1‑2层的0.1mm的孔和钻
十二、电镀填孔:将前面激光钻出的0.1mm孔进行电镀填平,同时将0.65mm孔进行孔壁
十三、图形转移:在板件上涂覆感光性材料,使用菲林选择性曝光,通过弱碱性化学药
十四、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药
十五、激光揭盖:将前面台阶区域使用激光切割一圈,接着进行揭盖,将台阶区域保护
的高温胶一起揭掉,露出台阶,并进行除胶处理,去除高温胶粘在线路上的残胶;
十六、防焊制作:采用网版丝印方式在板上丝印感光性防焊材料,使用菲林选择性曝
随着电子科技类产品向轻、细、小方向发展,PCB板件贴片也朝着立体方向贴装发展,对电
子产品的立体空间有较大的要求。目前大部分PCB设计都是平面的,在板二面进行贴装,而
此类产品需要在立体方面做贴装,则要设计台阶要求,但台阶非常浅且大面积台阶,传
1.0.2mm浅台阶的制作流程与工艺方法,传统方法不能制作,台阶面积非常大,使用全激
为实现以上目的,本发明通过以下技术方案予以实现:一种激光台阶HDI的PCB,包
括电路板主体,所述电路板主体由四层板组成,在电路板主体上设有连通1‑2层的盲孔,设
有连通2‑4层的非金属化台阶和金属化盲孔,电路板主体采用和板材同类型的2张1080流胶
PP片作为粘接层,为了能够更好的保证台阶边缘激光切割齐整,选用玻纤较薄的1080PP,将对位靶标图
形只设计在第二层,压合后使用XRAY设备将该内层对位靶标钻出,然后1‑2层、2‑4层的激光
钻孔都用第二层靶标为基准对位点,保证对位精度,采用压合前使用贴高温胶保护台阶面,
压合后使用激光切割一圈,然后揭盖的方法制作,实现0.2mm浅台阶的制作工艺。
优选的,所述盲孔的深度为0.1mm,所述金属化盲孔的深度为0.65mm。
二、图形转移:在板件上涂覆感光性材料,使用菲林曝光,通过弱碱性化学药水去
三、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药
五、贴高温胶:在台阶面贴一层高温胶,然后使用激光进行控深切割,将不需要保
六、层压:使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离
七、XRAY钻靶孔:采用XRAY设备钻出内层的对位靶标,作为后面激光钻孔的定位
八、铣边框:通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边
九、激光钻孔:以前面的对位靶标孔为对位,作用激光设备钻孔1‑2层的0.1mm的孔
十二、电镀填孔:将前面激光钻出的0.1mm孔进行电镀填平,同时将0.65mm孔进行
十三、图形转移:在板件上涂覆感光性材料,使用菲林选择性曝光,通过弱碱性化
十四、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学
十五、激光揭盖:将前面台阶区域使用激光切割一圈,接着进行揭盖,将台阶区域
十六、防焊制作:采用网版丝印方式在板上丝印感光性防焊材料,使用菲林选择性
1、本发明将对位靶标只设计在第二层,压合后使用XRAY设备将该内层对位靶标钻
2、通对测试7028、2116、1080等PP片,发现PP片越厚,PP片中的玻纤含量越厚,因为
玻纤被激光较难烧蚀,故边缘会有烧不尽残胶的情况,当使用较薄的1080PP片时就没有烧
3、传统的台阶板制作会使用不流胶PP或者纯胶做为粘接层使用,对这种台阶非
常多,连接位非常小的板,可靠性非常差,做热冲击容易曝板。而此板子可靠性要求非常高,
热冲击不能有分层,采用2张1080流胶PP做为粘接层,即不改变板材性能参数,同时提升了
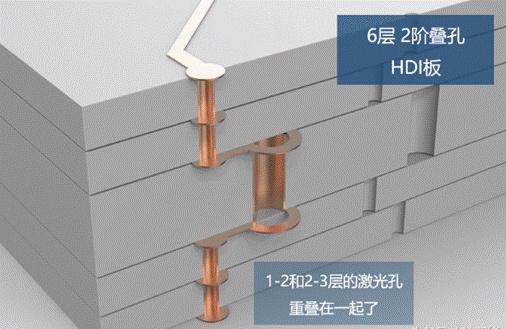
如图1‑2所示,一种激光台阶HDI的PCB,包括电路板主体1,所述电路板主体1由四
层板组成,在电路板主体1上设有连通1‑2层的盲孔4,设有连通2‑4层的非金属化台阶3和金
属化盲孔2,电路板主体1采用和板材同类型的2张1080流胶PP片作为粘接层,为了能够更好的保证台阶
边缘激光切割齐整,选用玻纤较薄的1080PP,将对位靶标图形只设计在第二层,压合后使用
XRAY设备将该内层对位靶标钻出,然后1‑2层、2‑4层的激光钻孔都用第二层靶标为基准对
位点,保证对位精度,采用压合前使用贴高温胶保护台阶面,压合后使用激光切割一圈,然
后揭盖的方法制作,实现0.2mm浅台阶的制作流程与工艺,盲孔的深度为0.1mm,所述金属化盲孔的
二、图形转移:在板件上涂覆感光性材料,使用菲林曝光,通过弱碱性化学药水去
三、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药
五、贴高温胶:在台阶面贴一层高温胶,然后使用激光进行控深切割,将不需要保
六、层压:使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离
七、XRAY钻靶孔:采用XRAY设备钻出内层的对位靶标,作为后面激光钻孔的定位
八、铣边框:通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边
九、激光钻孔:以前面的对位靶标孔为对位,作用激光设备钻孔1‑2层的0.1mm的孔
十二、电镀填孔:将前面激光钻出的0.1mm孔进行电镀填平,同时将0.65mm孔进行
十三、图形转移:在板件上涂覆感光性材料,使用菲林选择性曝光,通过弱碱性化
十四、蚀刻去膜:使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学
十五、激光揭盖:将前面台阶区域使用激光切割一圈,接着进行揭盖,将台阶区域
十六、防焊制作:采用网版丝印方式在板上丝印感光性防焊材料,使用菲林选择性
0.2mm浅台阶的制作流程与工艺方法,采用压合前使用贴高温胶保护台阶面,压合后使用
激光切割一圈,然后揭盖的方法制作。为了更好的提高1‑2层和2‑4层的激光盲孔对位精度要求,将
对位靶标只设计在第二层,压合后使用XRAY设备将该内层对位靶标钻出,然后二次激光钻
孔都用第二层靶标为基准对位点,保证了对位精度。产品对台阶边缘要求非常齐整美观,不
能有残胶烧不干净,通对测试7028、2116、1080等PP片,发现PP片越厚,PP片中的玻纤含量越
厚,因为玻纤被激光较难烧蚀,故边缘会有烧不尽残胶的情况,当使用较薄的1080PP片时就
没有烧不尽残胶的情况,选用1080PP片能解决残胶的问题。传统的台阶板制作会使用不
流胶PP或者纯胶做为粘接层使用,对这种台阶非常多,连接位非常小的板,可靠性非常
差,做热冲击容易曝板。而此板子可靠性要求非常高,热冲击不能有分层,采用2张1080流胶
PP做为粘接层,即不改变板材性能参数(插损、互调、阻抗匹配等相关参数),同时提升了可
最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限定本发明,尽管
参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对
前述各实施例所记载的技术方案做修改,或者对其中部分技术特征进行等同替换。凡在
本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护
相关新闻
推荐产品




